Gehäusedruck OpenBikeSensor Classic
In dieser Anleitung geht es darum, ein komplettes Gehäuse mit Halterungen selbst zu drucken und herzustellen. Der Druck eines kompletten OpenBikeSensor-Gehäusesatzes, oder auch nur von Teilen davon, ist problemlos möglich, vorausgesetzt du hast einen 3D-Drucker zur Verfügung.
Der 3D-Druck kostet ca. 5 € Material (Filamentkosten können variieren), Verschleiß, Stromkosten und vor allem Zeit, ca. 10-20h Druckzeit muss man schon einplanen.
Hinweis zu alten Gehäuseversionen
Bis Anfang 2022 gab es viele verschiedene Versionen des Gehäuses, einige mit leichten Unterschieden, andere erheblich anders aufgebaut. Allerdings wurden diese mit proprietären 3D-CAD Programmen erstellt, und waren somit nicht zugänglich für die Allgemeinheit. Lediglich der Druck aus den STL-Dateien war für die meisten möglich, eigene Anpassungen oder eine schrittweise kollaborative Verbesserung waren aber ausgeschlossen.
Das hat sich mit der Portierung nach OpenSCAD geändert. Nachfolgend verwenden wir in den Anleitungen nur diese neuen Modelle. Sie bieten aufgrund der möglichen Parametrierung wesentlich mehr Optionen, wie leicht angepasste Dimensionen für andere Hardware (z. B. ein neues Displaymodul), als auch verschiedene Optionen für die Befestigung am Rad.
Eine Anleitung zum Generieren eigener Gehäusevarianten mit OpenSCAD wird hier bald folgen.
Drucker und Slicer
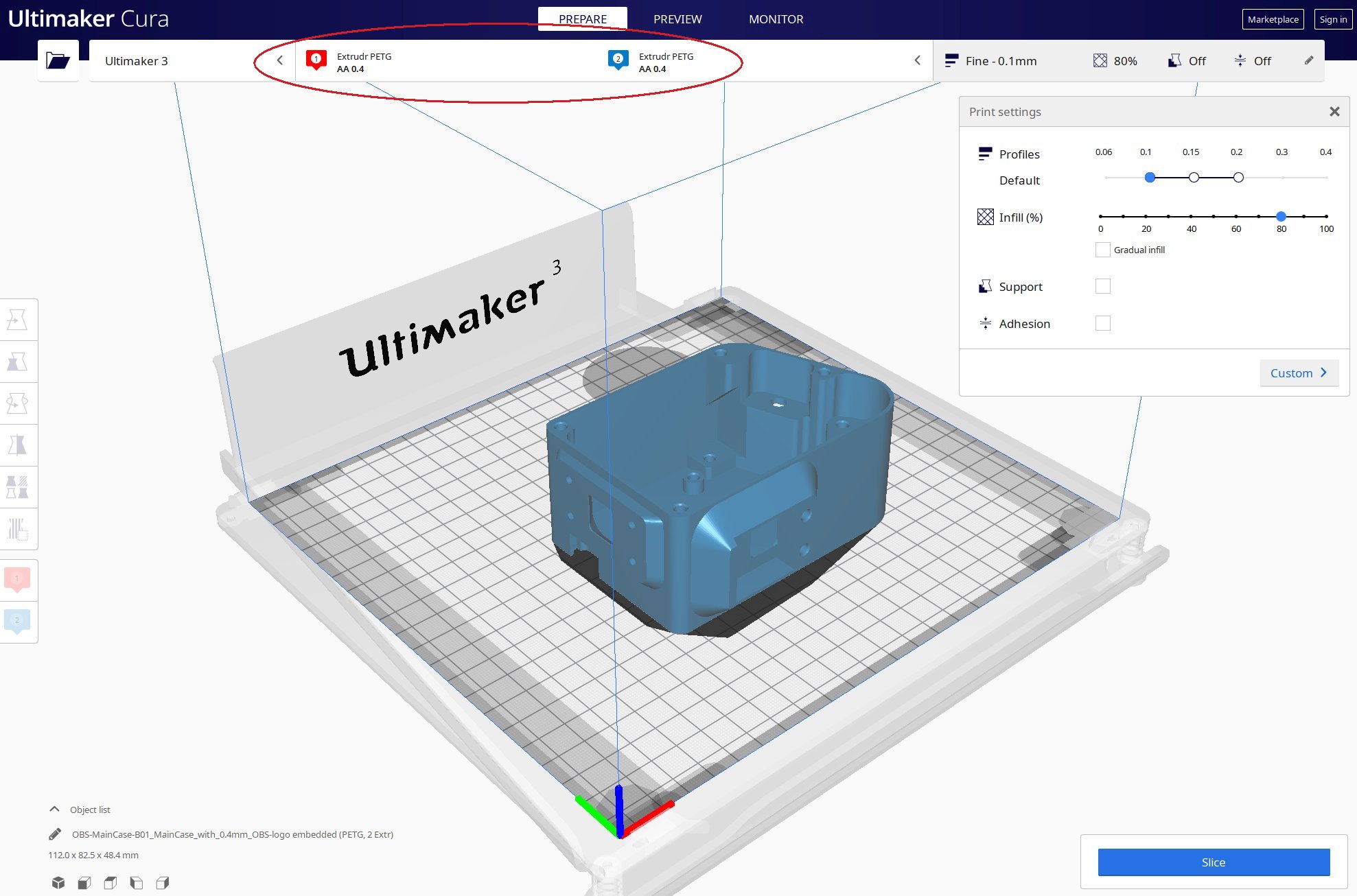
Für den Beispieldruck in dieser Anleitung verwenden wir einen Ultimaker 3. Dieser hat zwei Extruder, sodass mit zwei Filamenten gleichzeitig gedruckt werden kann. Das vereinfacht den Druck des Sensorgehäuses und des Deckels, da für die Logos eine zusätzliche Farbe verwendet werden kann. Bei einem Drucker mit nur einem Extruder muss während des Drucks das Filament gewechselt werden. Hierfür gibt es verschiedene Strategien, die je nach Drucker, Firmware und Slicer variieren. Alternativ können alle Teile auch einfach ohne Logo mit nur einem Filament gedruckt werden.
Wichtig ist die Slicer-Software, die den Druck für den jeweiligen Drucker aufbereitet. Für den Ultimaker (und viele andere Drucker) kann Cura von der offiziellen Website heruntergeladen und kostenlos verwendet werden (für Linux, Windows und macOS). Eine starke Alternative ist der Prusa Slicer. Die Wahl des Slicers hängt von persönlicher Präferenz und den unterstützten Druckern ab, sowie in Spezialfällen den unterstützten Features. Beide Slicer eignen sich für den Druck von OpenBikeSensor-Gehäuseteilen.
Material und Farben
Das empfohlene Material für den Druck der Gehäuseteile ist PETG, das Material mit den meisten Vorteilen für unser Projekt:
- hohe Schlagfestigkeit und dennoch flexibel – wichtig für den Einsatz am Fahrrad
- hydrophob, wasserabweisend, witterungsbeständig – wichtig für Außeneinsatz
- geruchsneutrales Drucken – erleichtert das Drucken auch zu Hause
- niedrige Viskosität (Zähigkeit)
- verfügbar in vielen verschiedenen Farben, sogar transparent
Nachteilig ist allerdings die UV Beständigkeit, die nicht so hoch ist wie bei ABS oder ASA. Doch die Vorteile überwiegen diese Einschränkung.
Druckvorbereitung
Alle Dateien für das OpenBikeSensor Projekt wie Software, Firmware, Dokumentation und auch die 3D-Druckdateien liegen auf GitHub. Das Repository für die Gehäusedaten ist: openbikesensor/OpenBikeSensor3dPrintableCase
Die Gehäuseelemente werden unterschieden in die Bestandteile
- Hauptgehäuse (
MainCase) - Displaygehäuse (
DisplayCase) - Halterungen (
Mounting)
Ein ZIP-Archiv mit allen aktuellen Dateien, sowohl dem Quelltext als auch den exportierten STL-Dateien für den 3D-Druck können von GitHub direkt heruntergeladen werden:
Im Archiv befindet sich ein Ordner export/ mit den obigen Kategorien, und
darin sind jeweils die STL-Dateien für den Slicer zu finden.
Achtung: Kompatibilität zwischen Versionen
Wir halten die Teile zu Halterungen älterer Versionen kompatibel, aber Teile für ein Geräteelement (z.B. Hauptgehäuse und Deckel, Display und Deckel, die verschiedenen Elemente der Sattelhalterung) können sich zwischen Versionen verändern. Wenn du ein einzelnes Gehäuseteil (z.B. Deckel mit Logo) als.stl bekommst, prüfe genau im Slicer, ob
es zu deinen Gehäusedateien passt. Wenn du z.B. ein MainCaseLid mit Logo weitergeben möchtest, gib es am besten im Bundle mit MainCase weiter.Allgemeines Vorgehen
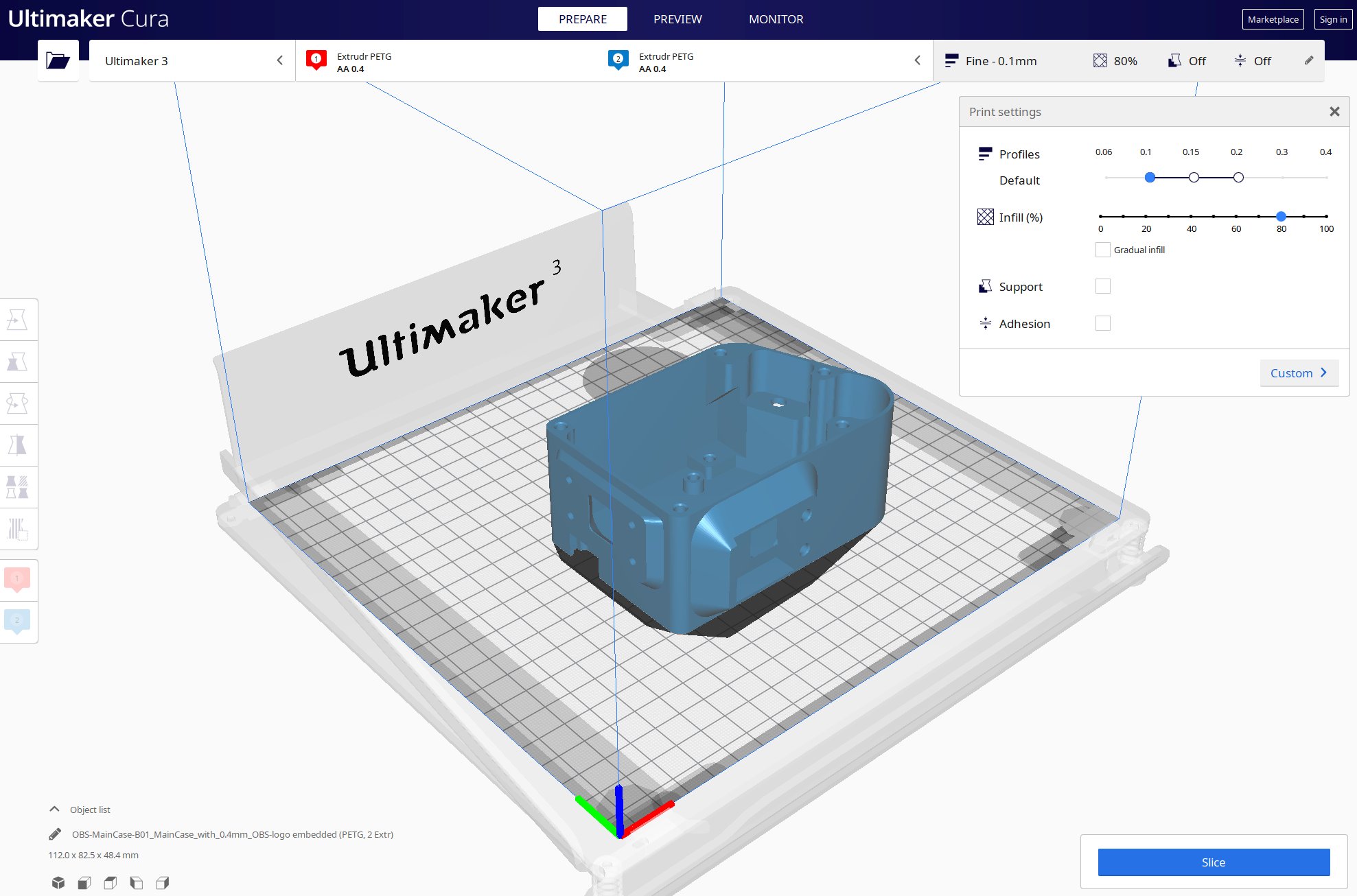
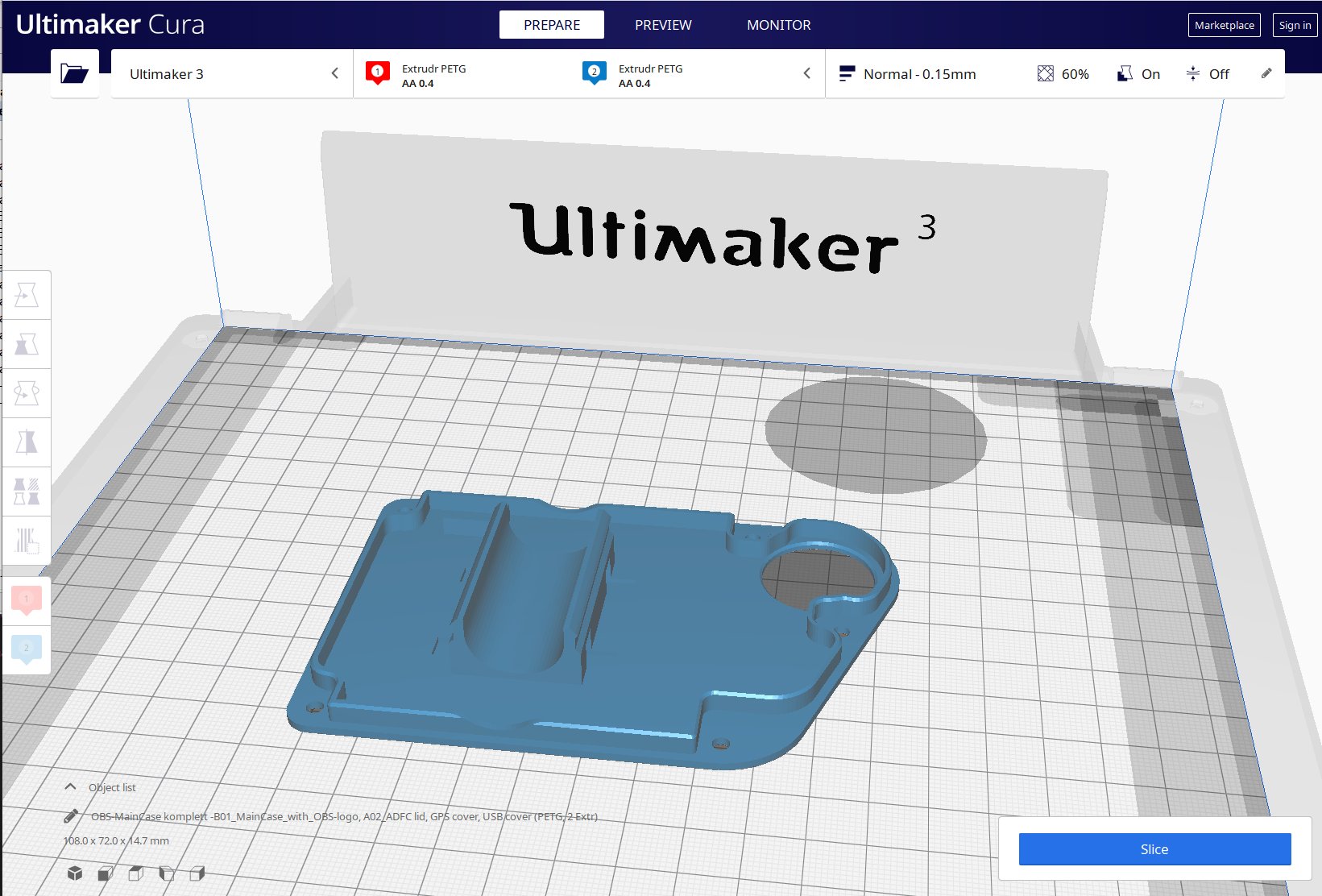
Der Import einer STL-Datei in eine Slicer Software (wie z.B. Cura) ist der erste Schritt um ein 3D Objekt zu drucken. Im Slicer wird das 3D-Objekt so auf die Druckplatte gelegt, sodass es möglichst wenig Überhänge gibt:
Die STL-Dateien werden in der Regel so generiert, dass sie nach dem Importieren bereits in der empfohlenen Lage auf dem Druckbett liegen. Auf Support kannst du dann in der Regel verzichten, denn bei der Modellierung wird bereits die supportfreie Druckbarkeit beachtet. Du kannst dich natürlich auch anders entscheiden und die Objekte drehen, sollte dein Drucker oder Slicer sonst keine guten Ergebnisse liefern.
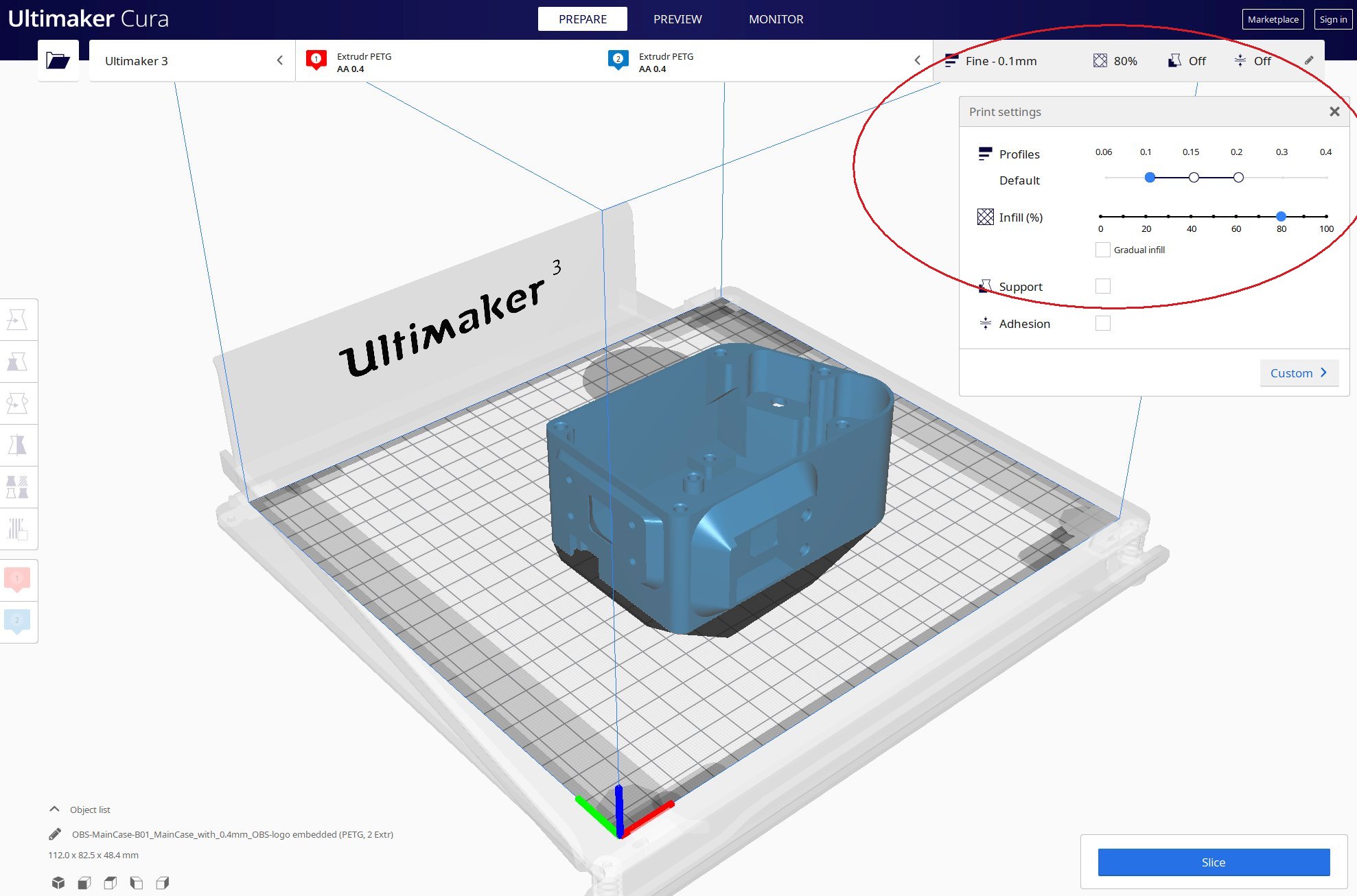
Als Nächstes werden der richtige Drucker, das Filament und die Druckeinstellungen (Infull, Support, Geschwindigkeit, Schichtdicke, …) gewählt. Hier gilt, dass du dich am besten an den Vorgaben der Hersteller (von Drucker und Filament) orientierst, aber auch immer ein bisschen experimentierst und die für dich und deinen Anwendungsfall richtigen Einstellungen findest. Informationsmaterial, Anleitungen und Tutorials gibt es massenweise im Netz.
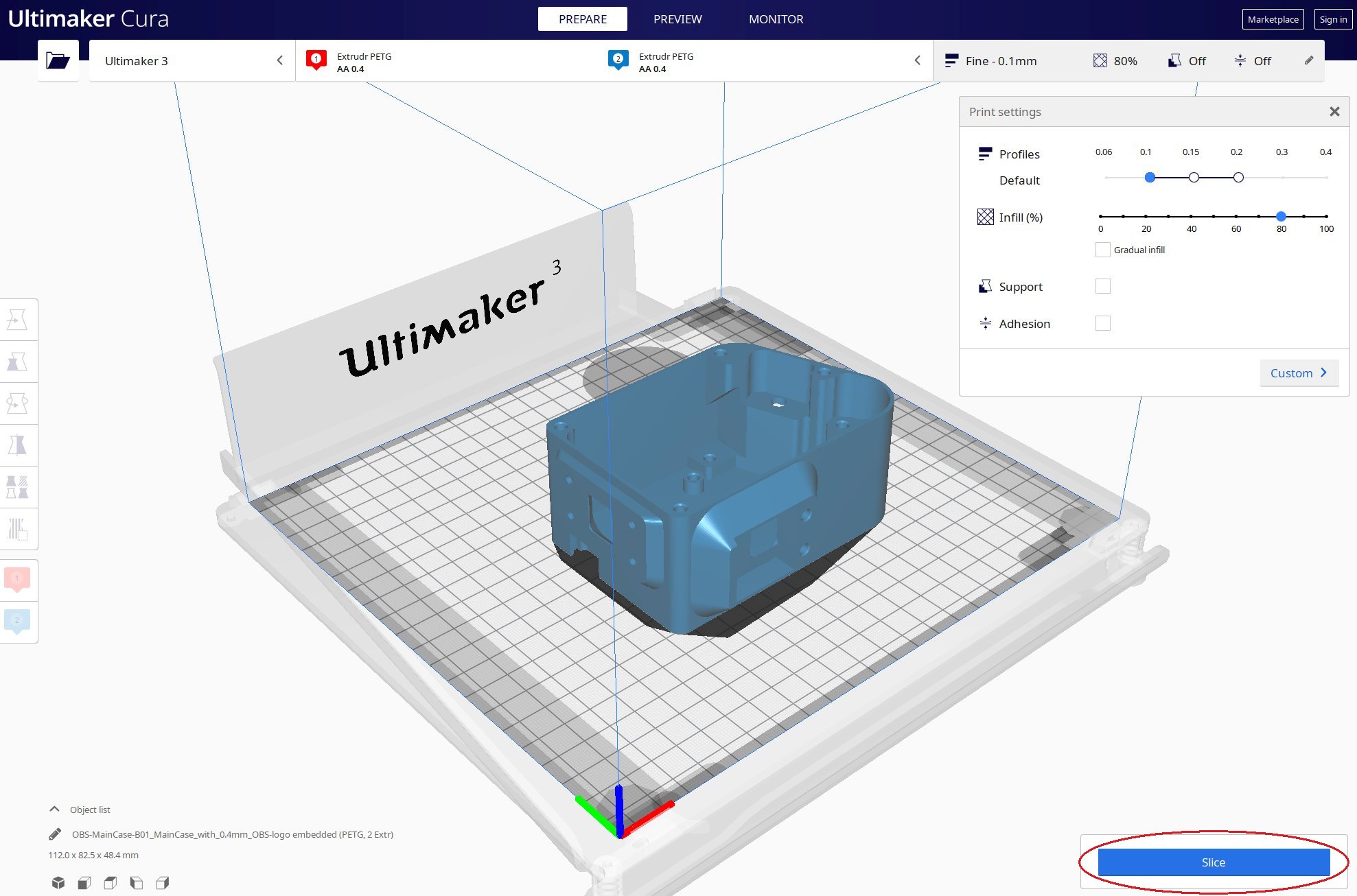
Beim eigentlichen “Slicen” erstellt Cura nun eine GCODE-Datei, die alle Befehle für den speziellen Drucker und das Material enthält (z.B. Bewegungen, Temperaturen, etc.).
Die GCODE-Datei wird nun auf den 3D-Drucker übertragen. Je nach Druckermodell geschieht dies über WLAN, mithilfe einer SD-Karte oder eines USB-Sticks, oder der Drucker ist direkt (per USB) am PC angeschlossen. Das genaue Verfahren ist im Handbuch des Druckers beschrieben.
Im Menü des Druckers wird die erstellte GCODE-Datei für den Druck ausgewählt und der Druck gestartet. Ab hier übernimmt der Roboter die Arbeit für uns und wenn wir alles richtig eingestellt haben, ist in einigen Minuten bis Stunden ein neues Gehäuseteil fertig.
Hauptgehäuse
Das Hauptgehäuse enthält den Großteil der Elektronik (PCB, Sensorboards, SD-Karte, GPS, Hauptschalter, Ladeelektronik) sowie die zwei Abstandssensoren, die GPS-Antenne und die Batterie.
Sowohl das Hauptgehäuse als auch der Deckel können mit einem Logo gedruckt werden. Dies ist ein wenig mehr Aufwand, lohnt sich aber optisch sehr, und es hilft erfahrungsgemäß auch dabei, auf der Straße auf das Gerät angesprochen zu werden und dem Projekt mehr Aufmerksamkeit zu generieren. Details zum Druck des Logos findest du hier: Logo-Druck (mehrfarbig).
Logo-Varianten
Wir freuen uns, wenn möglichst viele ihren OpenBikeSensor mit dem Projektlogo versehen. Ebenso kann ein eigenes Logo verwendet werden, zum Beispiel für Lokalgruppen oder -projekte. Dafür gibt es im Gehäuse repository eine technische Dokumentation zum Generieren einer eigenen Logo-Variante. Wir empfehlen, den Deckel mit eigenem Logo zu drucken, und das OpenBikeSensor-Logo auf dem Hauptgehäuse beizubehalten. So sind alle Geräte einheitlich, und doch individuell.Die Teile zum Drucken:
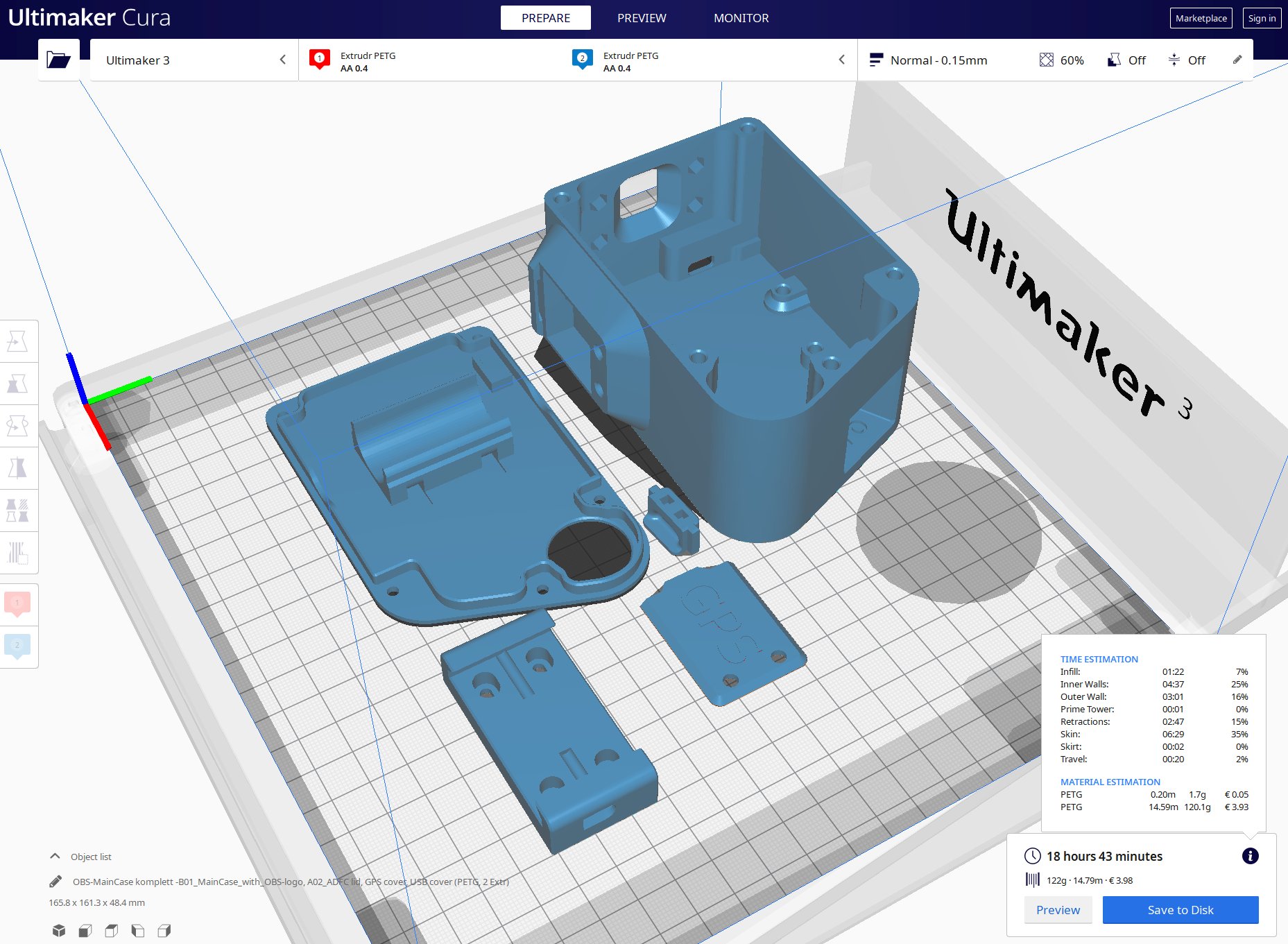
MainCase/MainCase.stlMainCase/MainCaseLid.stlMainCase/UsbCover.stlMainCase/GpsAntennaLid.stlMounting/StandardMountAdapter.stlMounting/AttachmentCover.stl
Die ersten zwei Teile gibt es jeweils auch mit OpenBikeSensor-Logo. Für jedes Bauteil sind hierfür vier Dateien verfügbar. Das Logo kann invertiert oder normal gedruckt werden, und für den Zweifarben-Druck sind pro Bauteil zwei Dateien nötig (main und highlight), die die in der jeweiligen Farbe zu druckenden Bestandteile repräsentieren. Hier sind demnach alle acht Dateien für das OBS-Logo.
Das Bauteil StandardMountAdapter gehört zwar eigentlich zu den Halterungen,
wird aber fest am Hauptgehäuse angebracht und bildet eine Hälfte des
Befestigungsmechanismus. Es gehört also auch irgendwie zum Hauptgehäuse.
Das Bauteil AttachmentCover verschließt die Öffnung des Standardgehäuses,
an der nicht die Halteklammer montiert wird. Dieses Teil wird nicht benötigt,
wenn das Gehäuse ohne zweite Öffnung verwendet wird.
Fahrradhalterung
SeatPostMount und eine alte Variante des TopTubeMount.Es gibt verschiedene Möglichkeiten, den OBS Sensor am Fahrrad zu montieren. Wie die Halterungen angebracht werden und aussehen, ist in der Montageanleitung zu sehen.
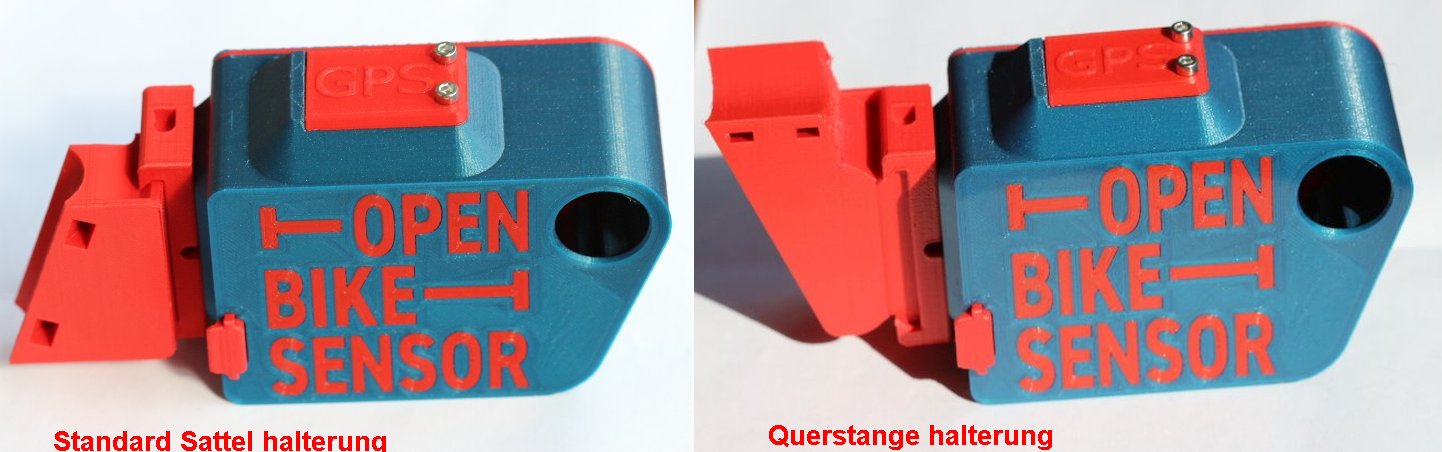
- Standard: Sattelhalterung, an der Sattelstange hinter dem/der Fahrer:in montiert.
- Oberrohr-Halterung: Wenn die Sattelhalterungen nicht verwendbar sind, kann die Montage weiter vorne an der Querstange erfolgen.
- Gepäckträgerhalterung: Dreiteilig, wird mit etwas Rundstab oder
Alu-Rundprofil verbunden. Kann auf, unter oder hinter dem Gepäckträger
montiert werden.
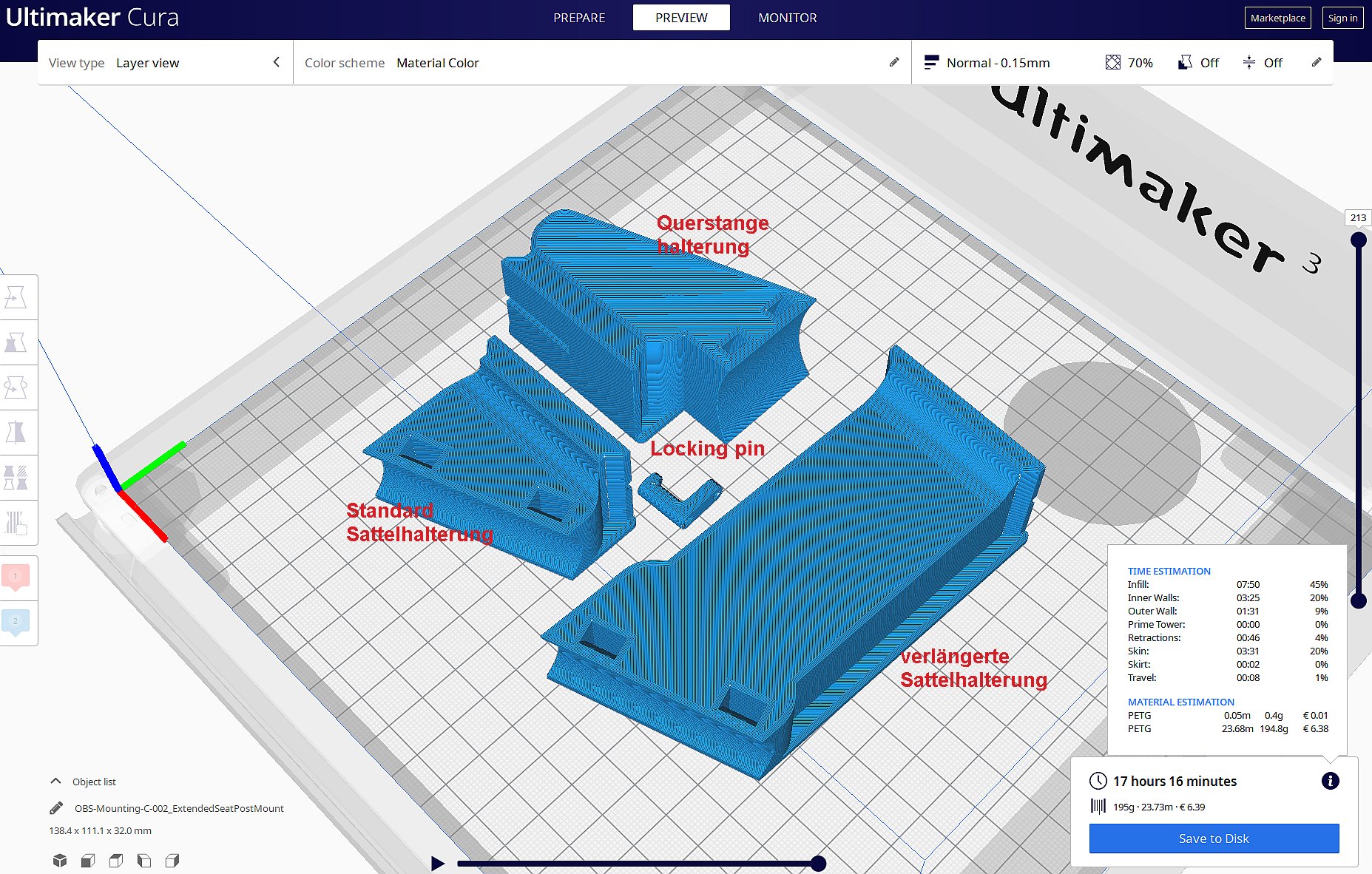
Mounting/BikeRackMountSide(2x drucken)Mounting/BikeRackMountCenter.stlMounting/BikeRackMountCenterLongitudinal.stl(Alternative zuBikeRackMountCenterfür die Längsmontage)
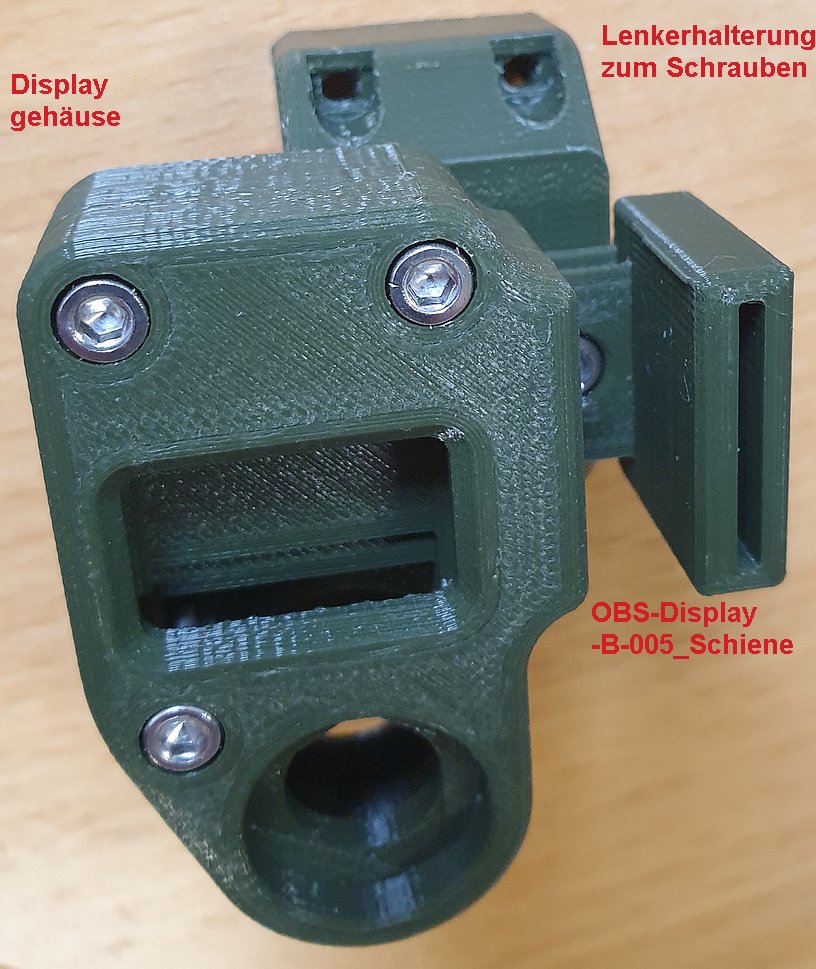
Außerdem nötig ist ein Sicherungsstift (LockingPin). Das Display wird mit der
dazugehörigen Schiene (Mounting/HandlebarRail) am Lenker befestigt.
Displaygehäuse (Anzeige und Knopf)
Im Displaygehäuse sind nur das Display und der Knopf verbaut. Die nötigen Bauteile sind:
DisplayCase/DisplayCaseTop.stlDisplayCase/DisplayCaseBottom.stlDisplayCase/DisplayCableStrainRelief.stl(2x drucken)
In die Vertiefung der zwei Gehäusehälften werden zwei Magnete eingelegt, die
das Display während der Fahrt an der Schiene (HandlebarRail, siehe
“Fahrradhalterung” oben) halten.
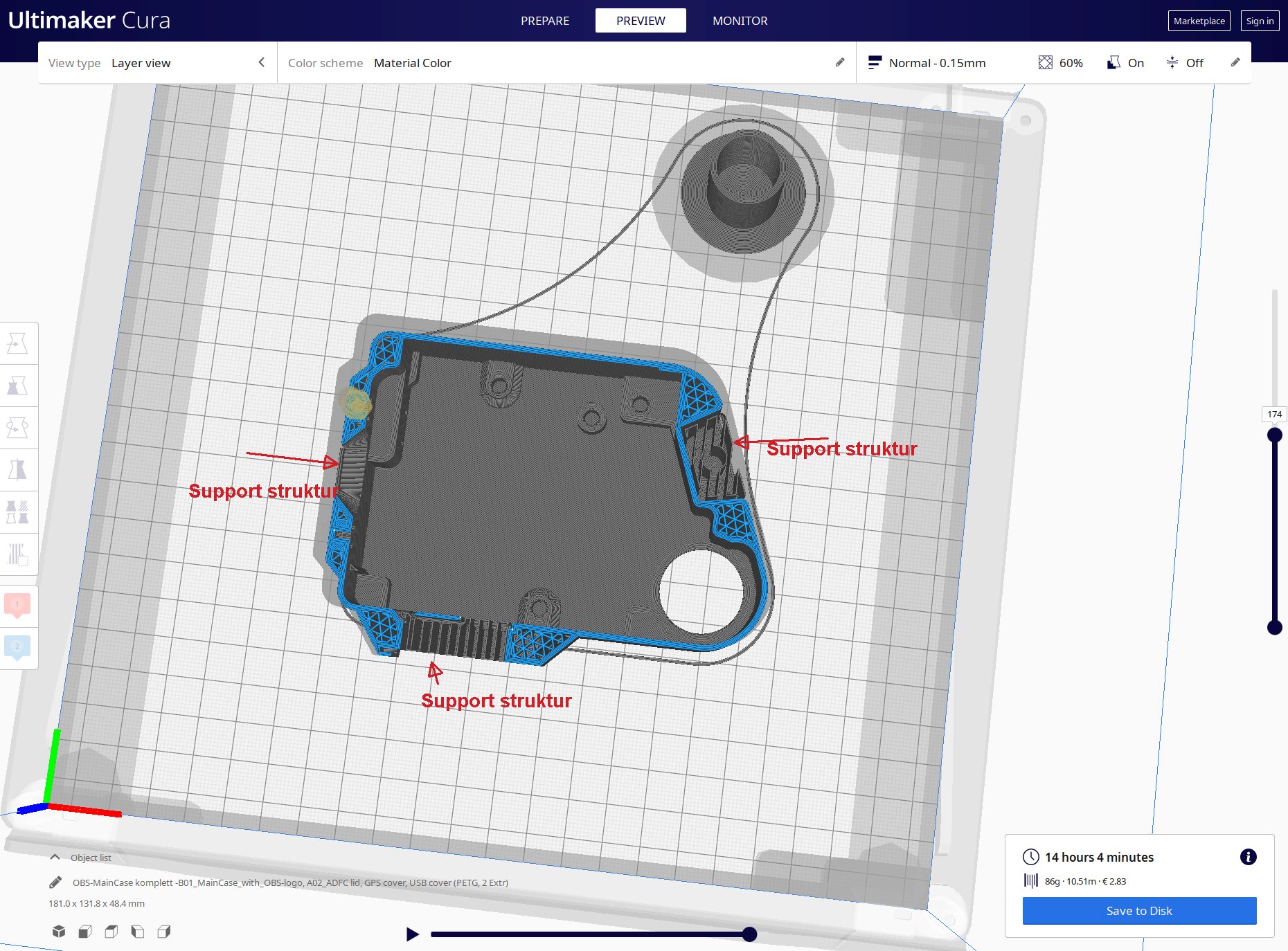
Materialverbrauch und Zeitbedarf
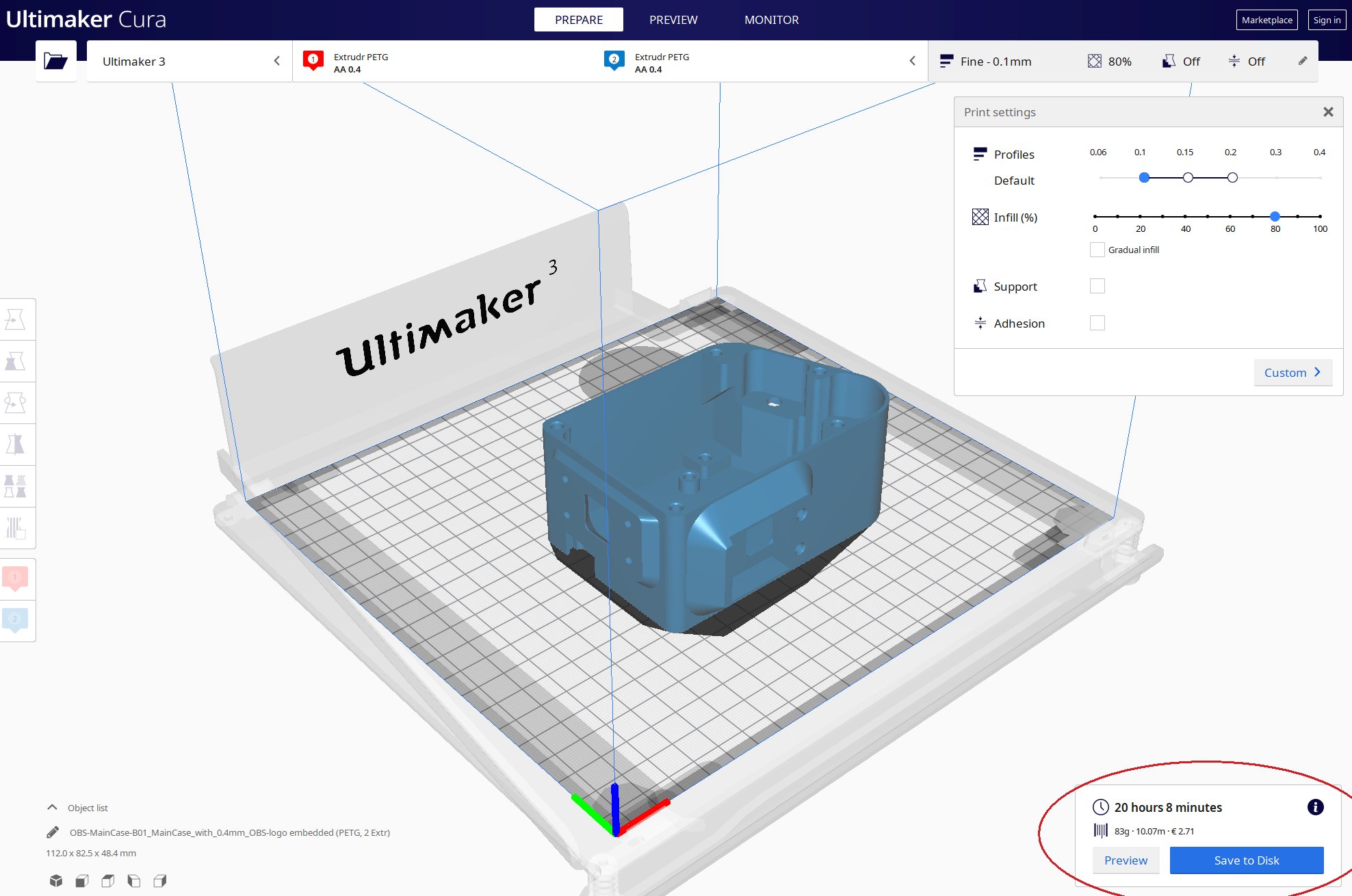
Nach dem Slicen wird angezeigt, wie lange der Druckvorgang dauern wird und wie viel Material für den Druck benötigt wird. Abhängig von den Einstellungen kann die Druckdauer sehr unterschiedlich sein. Oft geht mit höherer Druckgeschwindigkeit ein Qualitätsverlust einher, sodass beide gegeneinander abgewogen werden müssen.
Üblich für den Druck eines ganzen Gehäuses ist daher je nach Drucker etwa 10 Stunden in Summe. Die Kosten des Filaments belaufen sich auf ca. 3 €, wer Verschleiß und Stromkosten einrechnet, kommt auf etwa 5 € Gesamtkosten.
Troubleshooting
Lage der Druckteile und Überhänge
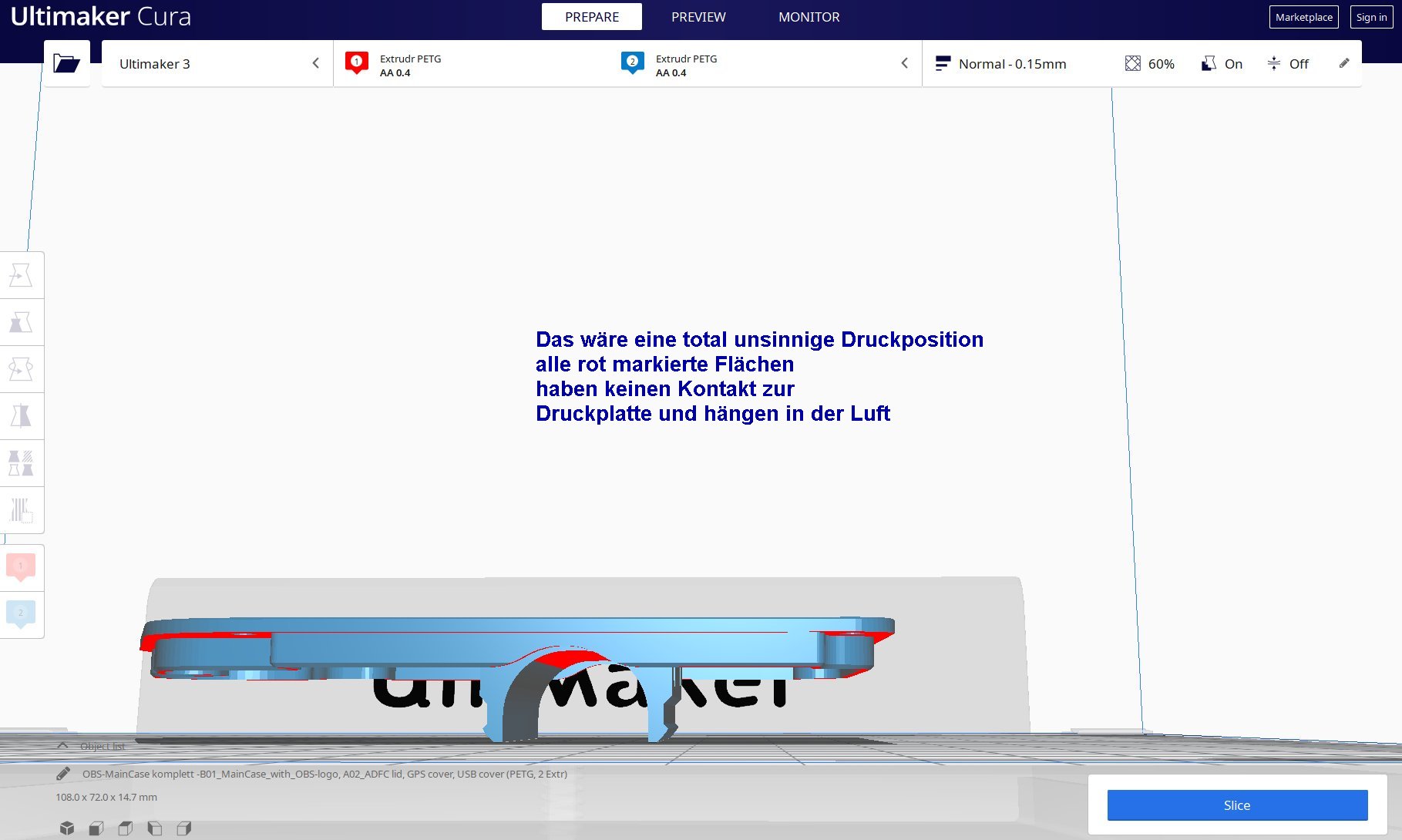
Beim Druck der Gehäuseteile ist die Lage des Teiles wichtig, denn Überhänge sollten vermieden werden, sodass der Drucker nicht in der luft drucken muss. Das Design der Modelle ist bereits darauf ausgelegt, möglichst gut druckbar zu sein, die Positionierung auf dem Druckbett ist daher auch besonders wichtig.
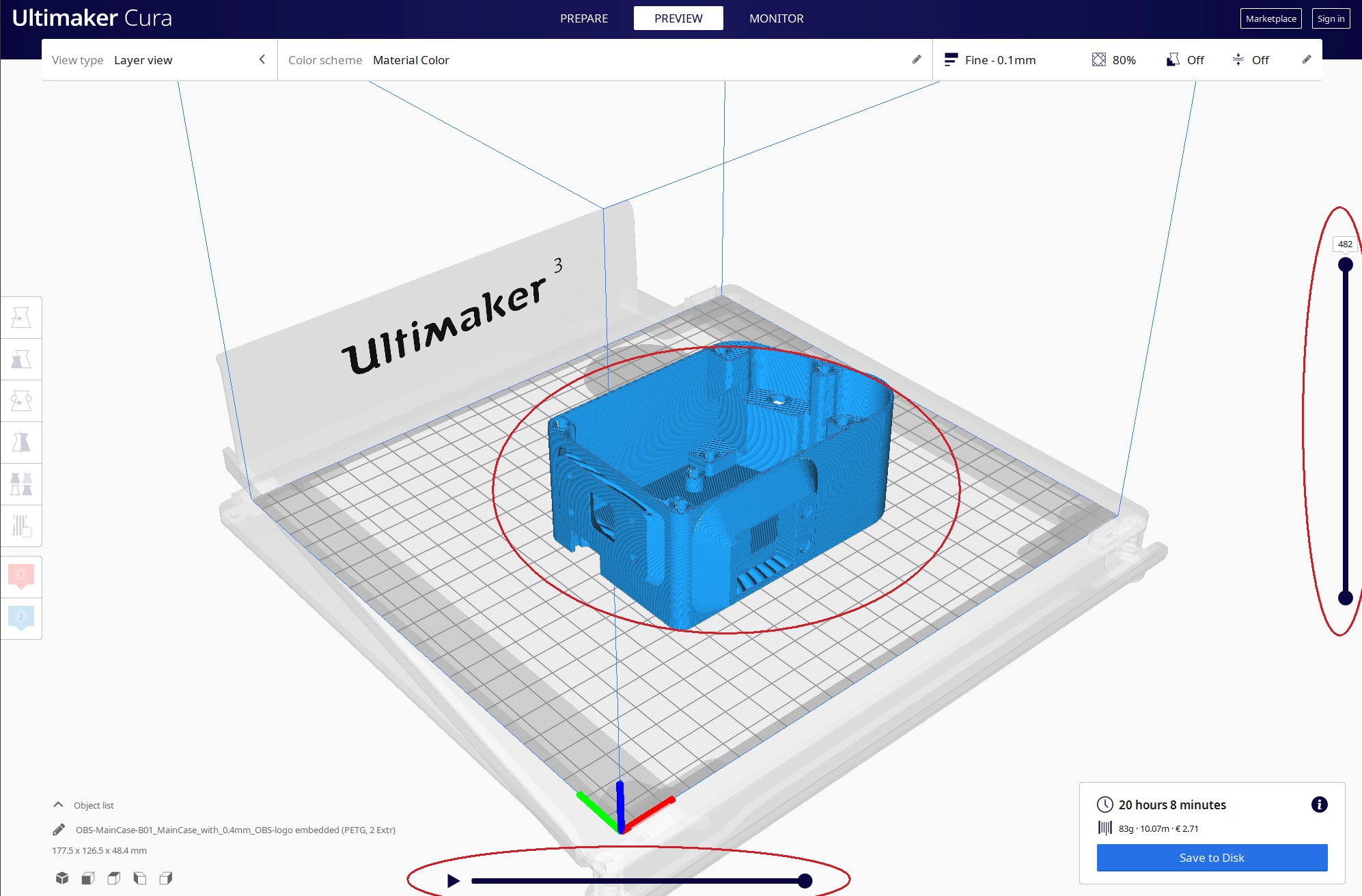
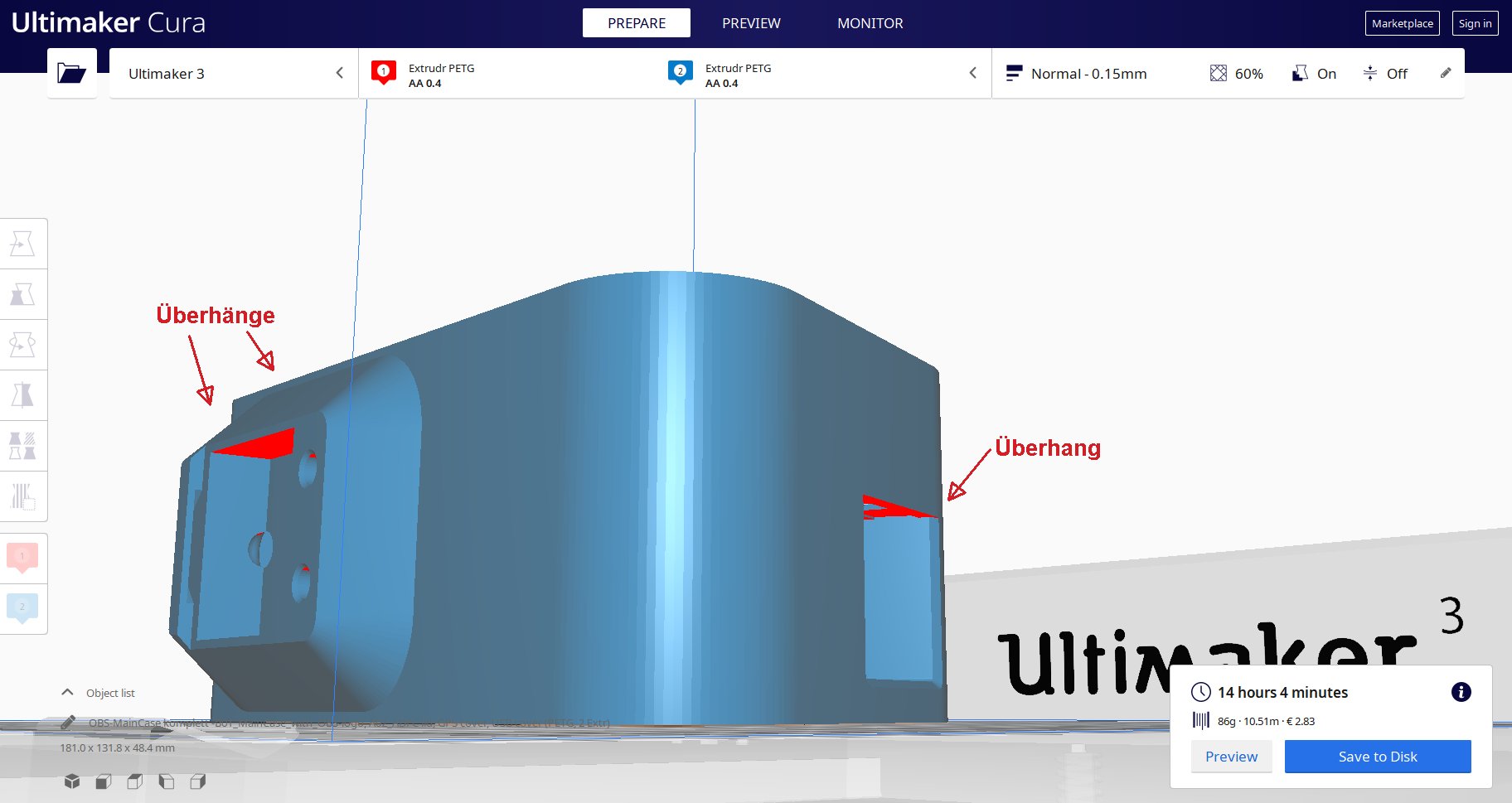
Nach dem Laden der STL-Dateien in Cura werden in der Vorschau die Überhänge in Rot angezeigt. Am Beispiel des Deckels (Bilder 1 und 2) ist es sehr offensichtlich, dass die Lage eine wesentliche Rolle spielt, und zeigt, mit welcher Seite das Teil auf die Druckerplatte gelegt werden soll.
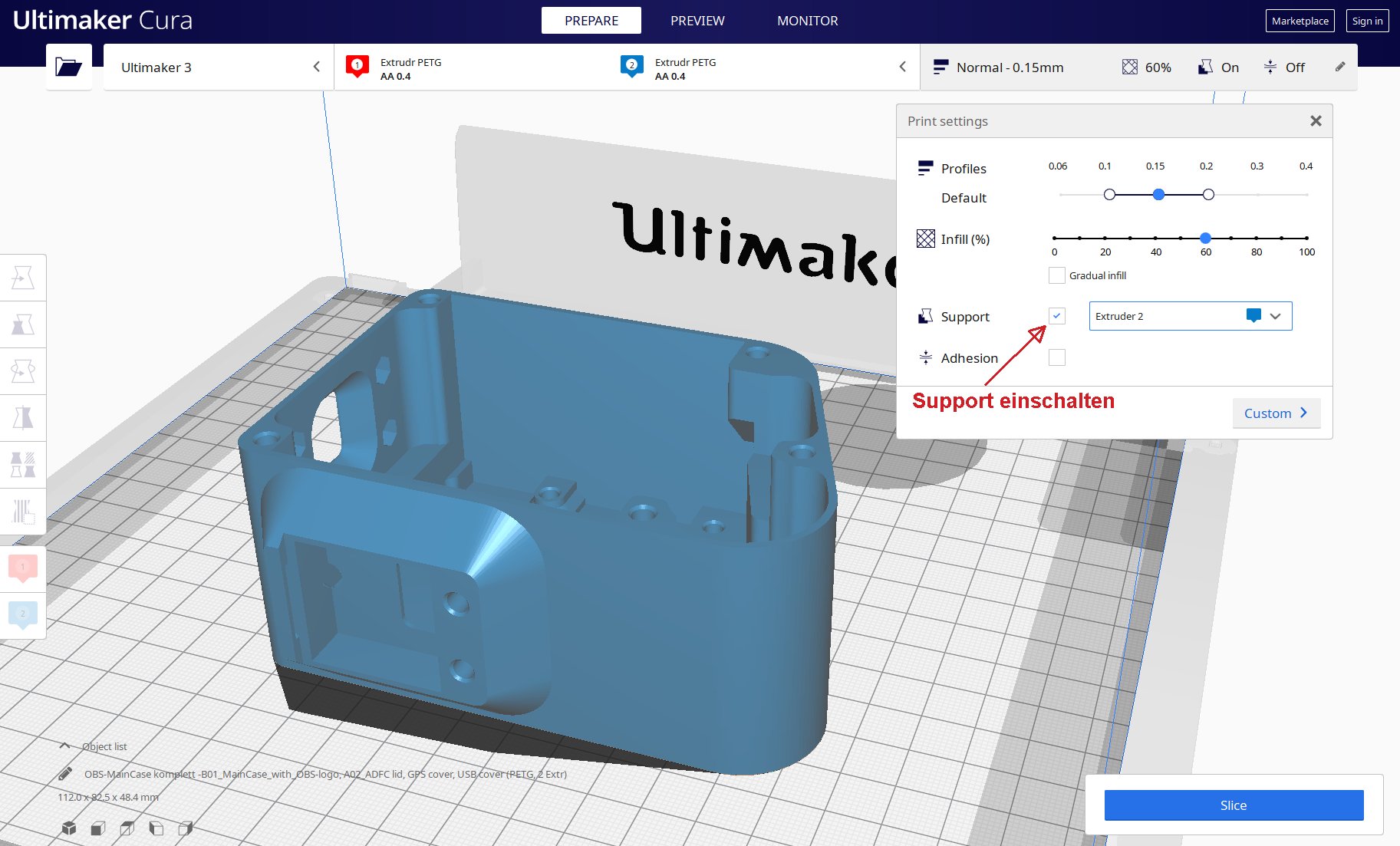
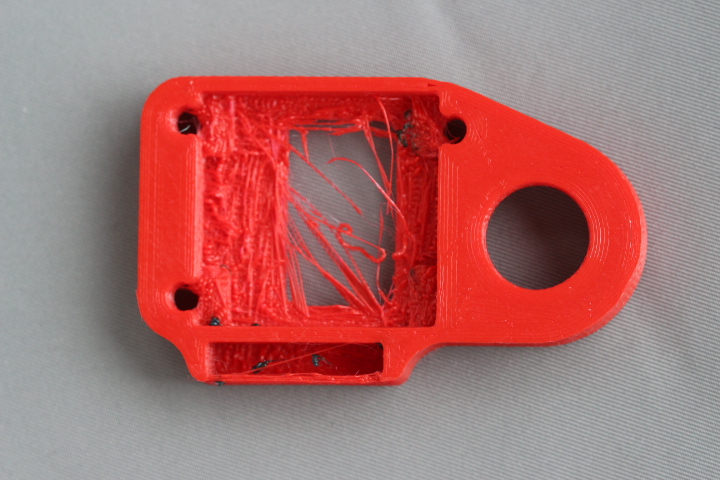
Aber selbst bei einer optimalen Lage wie im Beispiel des Sensorgehäuses zeigt Cura wo sich trotzdem noch Überhänge bilden. Manche Überhänge wie Schraubenlöcher sind unkritisch, da der Drucker das selbst überbrücken kann (bridging). Wenn der Übergang aber zu groß wird, können sich viele Fäden ziehen. Um das zu vermeiden, kann die Supportfunktion eingeschalten werden, der Drucker erstellt dann leichte Stützstrukturen, die nach dem Druck wieder entfernt werden.
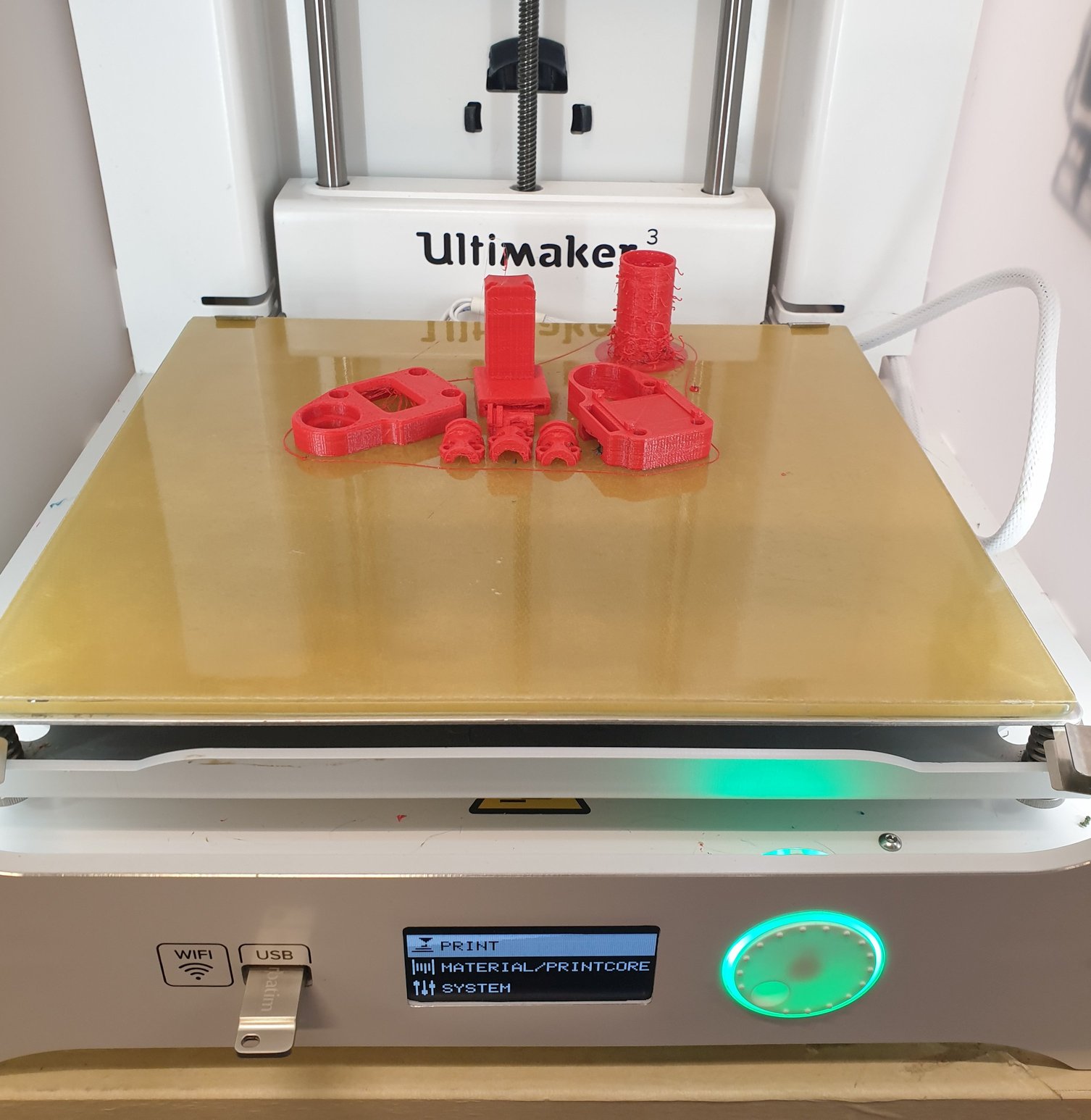
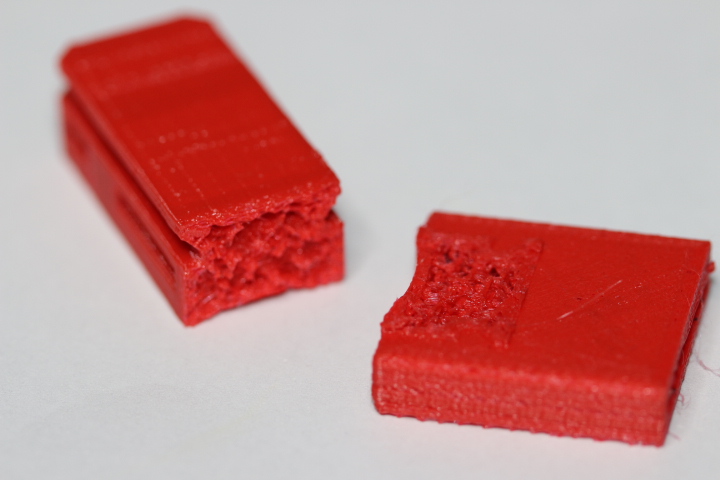
Fehlerhafte Drucke
Einige Fehler traten während der Drucke auf:
Weitere Anleitungen
- Detaillierte Anleitung für den Zusammenbau des gesamten OpenBikeSensors beschreibt den Einbau der elektronischen Komponenten in die beiden Gehäuse.
- Die Montage des Sensors am Fahrrad wird mit verschiedenen Halterungen und für das Displaygehäuse gezeigt.